










Linear Servo vs Linear Actuator: It's Not About the Motor — It's About Control
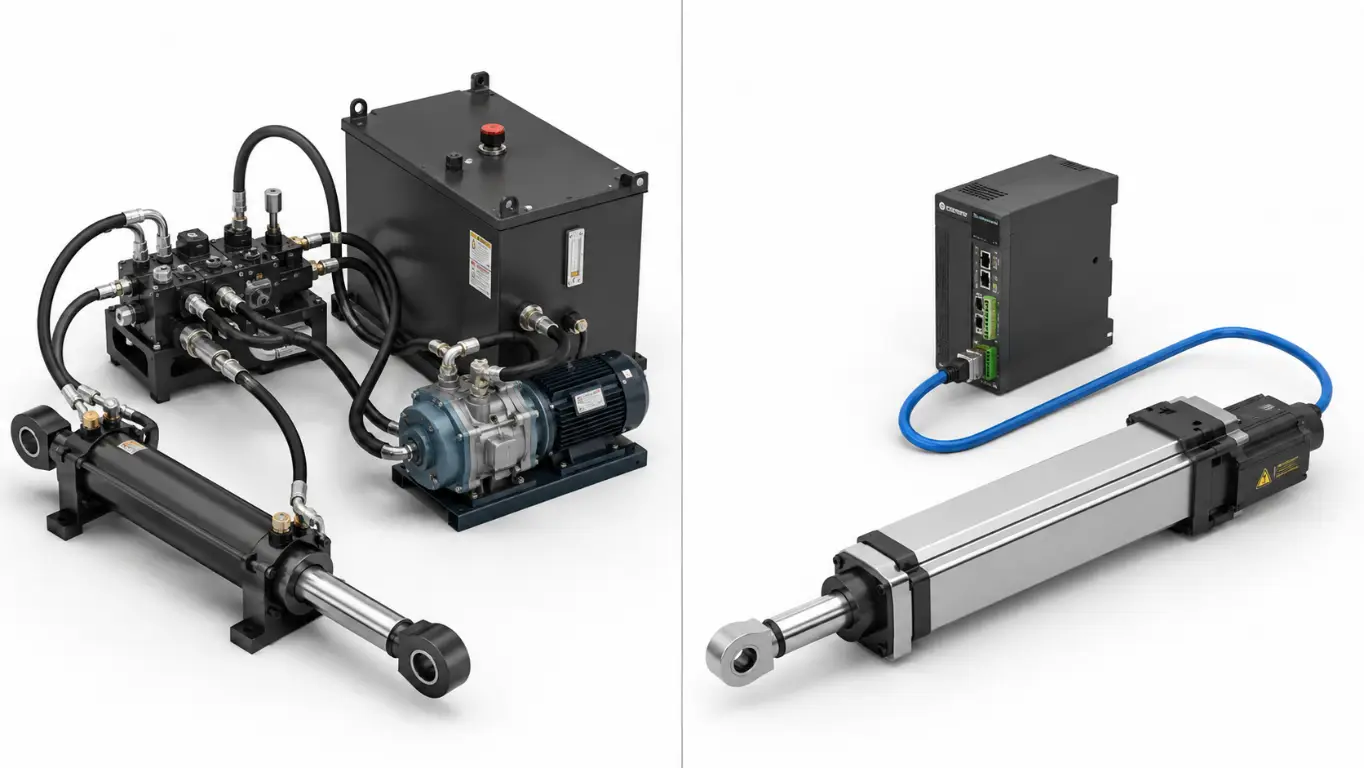
Here's a moment every machine designer knows: you're staring at two datasheets that look nearly identical. Same housing shape. Same mounting dimensions. Similar force ratings. One says "linear actuator." The other says "linear servo actuator." The price gap? Anywhere from 2× to 5×.
So what are you actually paying for? And does your application even need it?
The answer has almost nothing to do with the motor itself. It's about how the device is controlled. Here's what to look for.
The Real Difference: It's About Control, Not the Motor
Before anything else, let's clear up the most common source of confusion: a linear servo IS a linear actuator — not a competing category. The real question isn't "which category wins" but "does my application need closed-loop control, or will simple open-loop operation work just fine?"
Think of it like cruise control in a car. Adding cruise control doesn't turn the vehicle into a different machine — it adds a control layer that changes how you drive on highways. A linear servo adds the same kind of layer to a linear actuator: feedback, self-correction, and programmable positioning that a basic actuator simply doesn't have.
The Terminology Trap — Why "Servo" and "Actuator" Confuse Even Engineers
If the terminology feels confusing, you're in good company. On engineering forums like Chief Delphi, FIRST Robotics teams have debated whether a "linear servo" legally counts as a "linear actuator" under competition rules — because the boundary between the two genuinely blurs when you look at physical hardware alone.
Part of the problem is that manufacturers use these terms inconsistently. In the hobbyist and light-automation world, a "linear servo" typically means a compact push-rod actuator with built-in PWM position control — something like the Actuonix L12 or L16 series, widely used in RC projects and small robotic systems. In industrial automation, the same phrase usually refers to a high-performance system combining a servo motor, a precision ballscrew or linear motor, and a high-resolution encoder, all running closed-loop through a dedicated servo drive.
These three terms — "linear servo actuator," "servo linear actuator," and "linear actuator with servo control" — all describe the same thing: a linear actuator with position feedback and closed-loop control. The naming variation is marketing, not engineering.
A Linear Servo IS a Linear Actuator — Understanding the Subset Relationship
Here's the taxonomy that clears everything up.
The broadest category is "linear actuator" — any mechanism that produces straight-line motion. This umbrella covers electric actuators (screw-driven, belt-driven, linear motor), pneumatic cylinders, and hydraulic rams. Inside the electric branch sits the "linear servo actuator" — a subset defined not by its mechanical design but by its control architecture.
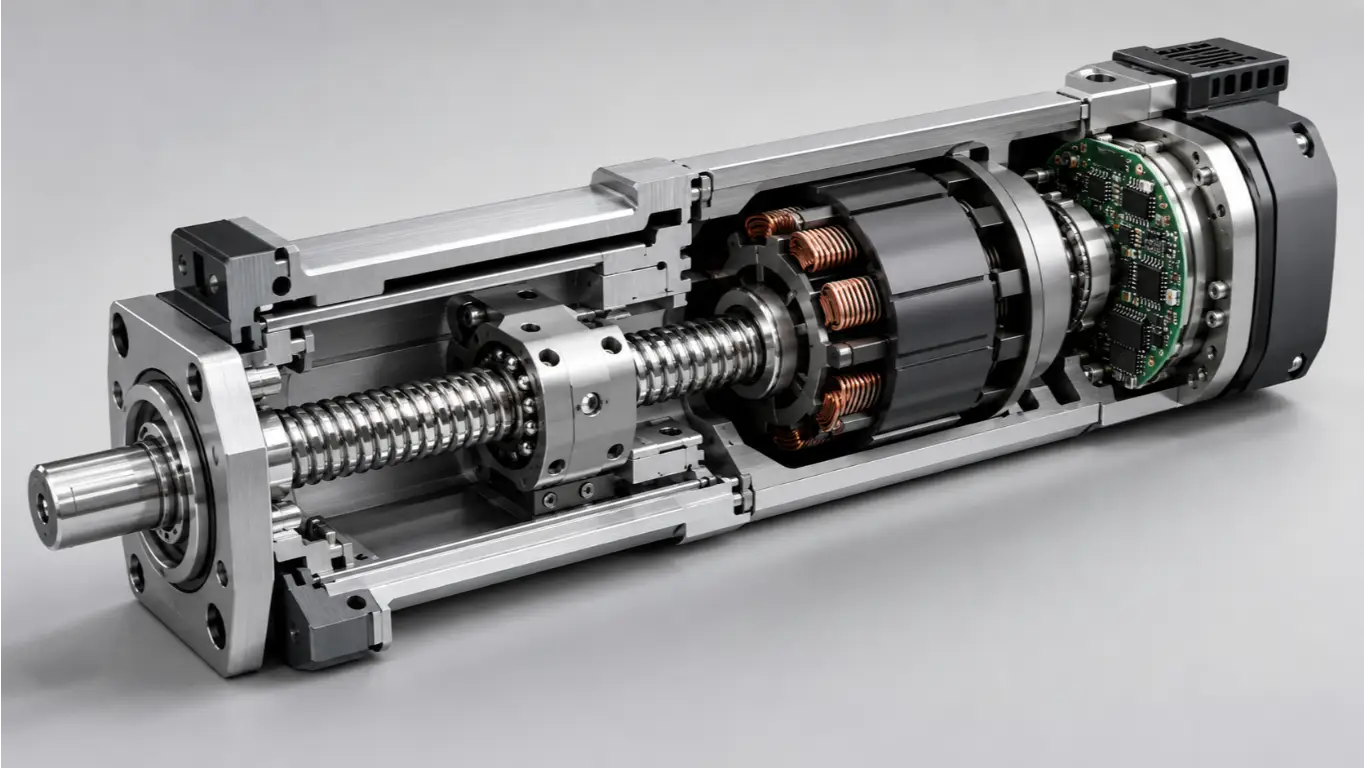
A linear servo always contains three things: an actuator mechanism (the part that moves), a feedback sensor (an encoder or potentiometer that measures position), and a controller that reads the sensor and adjusts motor output in real time. The mechanical part — the screw, belt, or motor stage — can be identical to what's inside a basic actuator. The difference is entirely in what's wrapped around it.
When you search "linear servo vs linear actuator," you're not comparing apples to oranges. You're comparing a standard apple to an apple with a built-in GPS tracker. Same fruit, fundamentally different capability.
The Real Dividing Line: Open-Loop vs. Closed-Loop Control
The distinction that actually matters comes down to this:
| Dimension | Open-Loop (Standard Actuator) | Closed-Loop (Servo Actuator) |
|---|---|---|
| Control method | Apply power → moves until limit switch stops it | Receives position command → moves to exact position and holds |
| Wiring | 2 wires (power + ground) | 3+ wires (power + ground + signal) |
| Position feedback | None — relies on mechanical end-stops | Encoder or potentiometer — real-time position known |
| Programmable positions | 1 (full stroke, fixed end-points) | Infinite — any position along the stroke |
| Self-correction | None — if pushed off position, stays off | Actively corrects — if pushed, drives back to commanded position |
In a standard open-loop actuator, operation is binary: apply DC voltage, it extends. Reverse polarity, it retracts. It stops only when it hits an internal limit switch or when you cut power. There is no way to command it to stop at, say, 37% of stroke — and even if you cut power at roughly the right moment, there's no feedback to confirm where it actually landed.
A closed-loop servo actuator runs a continuous control cycle: read current position → compare to commanded position → calculate error → adjust motor output → repeat. This loop runs at 62.5 to 250 microseconds in a typical industrial servo drive — fast enough that the actuator appears to move smoothly and hold its position with near-zero drift.
How Control Systems Define the Difference
The control architecture isn't just a feature checkbox on a datasheet. It determines whether your actuator can handle variable positioning, recover from unexpected load disturbances, and integrate into automated sequences — or whether it's limited to simple end-to-end cycling.
Open-Loop Systems — When Simple On/Off Is All You Need
There's a tendency in engineering to assume "closed-loop = better" across the board, but that's not how machine design works. Open-loop linear actuators are the right tool for a wide range of applications — and choosing one when it fits your requirements is a sign of good engineering, not a compromise.
Open-loop actuators excel in any scenario where the motion requirement is binary: fully extended or fully retracted. Common applications include:
- Hatch and lid actuation on industrial equipment — open for access, closed for operation
- Solar tracker positioning — where end-stop accuracy (±1–2 mm) far exceeds the optical tolerance of the panel
- Medical bed and table height adjustment — full up / full down, no intermediate positioning needed
- Valve open/close actuation — gate valves and ball valves that only need two positions
- Simple two-position sorting gates on conveyors — divert left or right, no proportional control needed
The simplicity brings real advantages: lower component cost, no servo drive to configure, no PID loops to tune, and often better tolerance of harsh environments since there's less sensitive electronics to protect. The trade-off is equally real: positioning accuracy of ±0.5–2 mm (limited by limit switch repeatability), a typical duty cycle of only 10–25% for brushed-motor designs, and the reality that brush wear will eventually demand replacement — typically after 1,000 to 5,000 hours of continuous operation.
If your motion profile is "go there, come back, repeat" with no need for intermediate positioning, an open-loop actuator will likely serve you better and cost you less.
Closed-Loop Systems — Position Commands, Feedback, and Self-Correction
A servo actuator earns its price premium by unlocking capabilities that an open-loop system simply cannot deliver. The closed-loop architecture consists of three cascaded control loops running simultaneously:
- Current loop (innermost, 16–32 kHz): controls motor torque by regulating winding current
- Velocity loop (middle, 2–8 kHz): controls motor speed based on encoder feedback
- Position loop (outermost, 0.5–2 kHz): compares actual position to commanded position and issues velocity corrections
This layered architecture enables five capabilities that define the servo advantage:
First, variable positioning: you can command the actuator to stop at any point along its stroke — and hold that position against external forces. A packaging machine that needs to place products at three different heights on the same line? That's three position setpoints, and a servo executes all of them without mechanical adjustment.
Second, complex motion profiles: acceleration and deceleration ramps, dwell periods, and synchronized multi-axis moves. In a pick-and-place system, a servo can execute a trapezoidal velocity profile — accelerate smoothly, cruise at speed, decelerate to a gentle stop — eliminating the mechanical shock that wears out hard-stop open-loop systems.
Third, load disturbance recovery: if an external force pushes the actuator off its commanded position, the servo detects the error within microseconds and drives back. This self-correcting behavior is critical in applications like robotic welding, where tool position must survive contact forces.
Fourth, force/torque control: beyond position, a servo can regulate output force — essential for press-fit assembly, precision dispensing, or any task where "push until you reach X newtons" matters more than "go to Y millimeters."
Fifth, continuous health monitoring: because the drive constantly measures current, velocity, and position, it can detect anomalies — increased motor current suggesting bearing wear, following error spikes hinting at mechanical binding — before they become failures.
The encoder makes all of this possible. Industrial servo actuators typically use incremental encoders in the 2,500 PPR range (yielding 10,000 counts per revolution after quadrature decoding) or absolute encoders at 17–23 bit resolution — that's 131,072 to over 8 million unique positions per revolution. As Siemens application notes point out, resolution and accuracy are not the same thing: even a 24-bit encoder with sub-arcsecond electrical resolution may have a physical accuracy of ±40 arcseconds due to mechanical tolerances (Siemens, 2020). But for repeatability — landing in the same spot cycle after cycle — the high resolution directly translates to real-world precision.
Performance Face-Off: Precision, Speed, Force, and What Actually Matters
Performance specs only matter in context. A ±0.001 mm repeatability is wasted on a solar tracker that needs ±5 mm at best. A 5 m/s top speed is irrelevant if your cycle is a single 100 mm stroke once per minute. The goal isn't to buy the highest number — it's to buy the right number for your tolerance stack.
Precision & Repeatability — From ±1 mm to ±0.001 mm
Precision in linear motion exists on a spectrum, and each tier maps to a specific set of applications. Here's how the landscape breaks down:
| Precision Tier | Typical Technology | Repeatability | Example Applications | Approx. Cost Range |
|---|---|---|---|---|
| Coarse | Basic DC actuator (lead screw, limit switches) | ±0.5–2 mm | Hatches, solar trackers, furniture, simple gates | $200–$800 |
| Moderate | Stepper-driven ballscrew (open-loop, step-counting) | ±0.05–0.1 mm | 3D printers, light CNC, lab automation, camera positioning | $400–$1,500 |
| Precision | Servo-driven ballscrew (closed-loop) | ±0.005–0.01 mm | CNC machining, semiconductor handling, precision dispensing | $1,500–$6,000 |
| Ultra-Precision | Direct-drive linear motor + linear encoder | ±0.001 mm and below | Wafer inspection, optics alignment, metrology, biotech | $3,000–$15,000+ |
One critical distinction that spec sheets often blur: repeatability ≠ accuracy. Repeatability is your actuator's ability to return to the same position across multiple cycles. Accuracy is how close that position is to the true commanded value. A ballscrew actuator with 0.01 mm backlash might repeat within 0.005 mm but be off by 0.02 mm in absolute terms due to screw pitch error. A linear motor stage with a direct linear encoder achieves both simultaneously because it measures position at the load, not at the motor shaft.
Backlash — the mechanical play between screw and nut — is the silent precision killer. A preloaded ballscrew starts at 0.01–0.05 mm of backlash and gradually worsens as the nut wears. A linear motor has zero backlash by design: there are no contacting transmission components between motor and load.
Speed & Dynamic Response — When Every Millisecond Counts
Maximum speed sells datasheets. Dynamic response determines whether your machine hits its cycle-time targets. In short-stroke, high-frequency applications, acceleration and settling time matter far more than top speed.
| Technology | Max Speed | Typical Acceleration | Settling Time | Best For |
|---|---|---|---|---|
| Basic DC actuator (lead screw) | 5–100 mm/s | Low (<0.3 G) | >100 ms | Slow, intermittent moves |
| Servo ballscrew | 200–500 mm/s | 0.5–2 G | 10–50 ms | General industrial positioning |
| Belt-driven servo | Up to 5,000 mm/s | 1–3 G | 20–80 ms | Long-stroke, high-speed, moderate precision |
| Direct-drive linear motor | Up to 5,000 mm/s | 3–10 G | <10 ms (near-zero achievable) | Ultra-high-speed, short-stroke, extreme precision |
Ballscrew speed has a hard physical limit: the critical speed at which the screw begins to whip. This depends on screw diameter, length, and mounting — a longer, thinner screw must spin slower or it oscillates. For strokes beyond roughly 2 meters, belt drives or linear motors become the practical choice regardless of precision requirements.
In a pick-and-place application with 100 mm strokes and 60 cycles per minute, the difference between a 50 ms and a 10 ms settling time translates to roughly 15% higher throughput for the faster system. Over a production year, that's real money.
Force, Duty Cycle & Longevity — What the Spec Sheet Doesn't Tell You
This is where the largest gap exists between what most comparison articles cover and what actually determines your total cost of ownership over a machine's 5–10 year lifespan.
Force characteristics differ fundamentally between open-loop and servo systems. A basic DC actuator's rated force is its maximum — achievable only briefly and near stall. A servo actuator's rated force is its continuous capability, with peak force (typically 200–300% of continuous) available for short bursts. If your application has intermittent high-load events — a press-fit operation, a clamping cycle — the servo's peak-force headroom may mean you can specify a smaller, lighter actuator than an open-loop equivalent.
Duty cycle is the specification most likely to be overlooked and most expensive to get wrong. A brushed-motor actuator rated at 25% duty cycle means it can run for at most 2.5 minutes out of every 10 — exceed that, and winding temperatures climb past the insulation rating, dramatically shortening motor life. A brushless servo actuator rated for 100% duty cycle can run continuously, 24/7. For a production line running three shifts, the difference isn't theoretical — it's the difference between scheduled maintenance stops and unscheduled downtime.
Lifespan follows the L10 bearing-life model used throughout the mechanical power transmission industry. For ballscrew actuators, service life is calculated as:
L₁₀ = (C / Pₑ)³ × l
Where C is the dynamic load rating, Pₑ is the equivalent dynamic load, and l is the screw lead. The critical insight hidden in that cubic exponent: cut the load in half, and life increases by a factor of 8 (Tolomatic, 2022). This non-linear relationship means that oversizing an actuator slightly — or choosing a servo that can shed peak loads more efficiently — can extend service intervals from months to years.
In practice, a well-specified ballscrew actuator in a clean, lubricated environment can deliver 10,000–20,000 hours of service. Under lighter loads with good maintenance, 30,000+ hours is achievable. Brushless servo motors themselves routinely exceed 20,000 hours of continuous operation — 10+ years in a typical single-shift factory environment. The limiting factor is rarely the motor; it's the mechanical transmission components and, in the case of brushed motors, the brushes themselves.
Beyond the Motor: Drivetrain Types and Why They Change Everything
The same servo control system paired with different mechanical transmissions produces dramatically different results. Understanding the four main drivetrain architectures helps you avoid the common mistake of over-focusing on the motor while neglecting the mechanism that actually delivers force to the load.
| Drivetrain | Precision | Max Speed | Max Stroke | Rigidity | Maintenance | Relative Cost | Best For |
|---|---|---|---|---|---|---|---|
| Ballscrew | ±0.005–0.01 mm | 200–500 mm/s | Up to ~3 m | High | Medium (nut wear, re-lubrication) | $$ | General industrial — the default choice |
| Belt Drive | ±0.05–0.1 mm | Up to 5,000 mm/s | Up to 10+ m | Low-Medium | Low-Medium (belt tension, stretch) | $ | Long stroke, high speed, relaxed precision |
| Linear Motor | ±0.001 mm and below | Up to 5,000 mm/s | Up to ~5 m (scalable) | Very High | Very Low (only bearings wear) | $$$$ | Ultra-precision, extreme dynamics, clean environments |
| Rack & Pinion | ±0.05–0.1 mm | Up to 3,000 mm/s | Unlimited (scalable) | High | Medium (gear wear, lubrication) | $$$ | Very large systems, heavy payloads |
The ballscrew is the default choice for a reason: it offers the best balance of precision, force density, and cost for the majority of industrial applications. You should look beyond it only when:
What's the Real Cost? Price Ranges, Hidden Expenses, and When the Premium Pays Back
Most comparison content dances around cost with phrases like "servo costs more." Here, let's put numbers on it — because the purchase price is only the first digit in a longer equation.
| Cost Element | Standard DC Actuator | Servo Ballscrew Actuator | Direct-Drive Linear Motor |
|---|---|---|---|
| Actuator unit | $200–$2,000 | $800–$6,000 | $1,250–$15,000 |
| Controller / drive | $0 (relay/switch) | $300–$1,500 | $500–$3,000 |
| Cabling & connectors | $20–$80 | $80–$300 | $100–$500 |
| Integration & tuning labor | 0.5–1 day | 1–3 days | 2–5 days |
| Annual maintenance (avg.) | $100–$300 | $200–$500 | $100–$300 |
| 5-year energy cost* | $80–$250 | $400–$800 | $600–$1,200 |
| 5-Year TCO (estimated) | $500–$3,500 | $2,000–$10,000 | $3,500–$22,000 |
*Estimated at $0.10/kWh, 2,000 operating hours/year. Actual figures depend on motor wattage and duty cycle.
The Hidden Costs You Won't Find on a Quote
Beyond the line items above, three costs consistently surprise first-time buyers:
Debugging and tuning time. A basic actuator needs a power supply and a polarity-reversing switch. A servo needs the drive configured — motor parameters entered, PID gains tuned, homing sequence programmed, communication protocol set up. If your team has never tuned a servo before, budget an extra day or two.
Spare parts inventory. Brushed actuators need replacement brushes on hand. Ballscrew actuators eventually need replacement nuts. Linear motor stages, with their minimal wear surfaces, need fewer spares but each one costs more.
Downtime risk asymmetry. A basic actuator failing on a non-critical hatch mechanism is an inconvenience. A servo actuator failing on a production line bottleneck can cost thousands of dollars per hour in lost output. The reliability premium of a quality servo system often pays for itself the first time it prevents an unplanned line stop.
When the More Expensive Option Is Actually Cheaper
Here's the calculation that changes minds: if a servo actuator enables 15% higher throughput on a line generating $500,000 in annual margin, it pays back its $3,000 price premium in roughly 15 days. After that, every additional cycle is profit.
The same logic works in reverse: if your application genuinely only needs two end-positions, a $400 basic actuator does the job just as well as a $1,800 servo. Paying 4.5× more for capability you'll never use isn't engineering — it's overspecification.
For many OEMs and machine builders, the practical sweet spot between catalog-standard and full-custom is a manufacturer that can configure force, speed, stroke, and IP rating to your actual requirements without minimum order quantities. When you can get exactly the actuator your design needs — rather than overpaying for a standard catalog SKU that exceeds your specs — the savings compound across every unit in your production run. Standard custom orders with 3-to-7-day turnaround and no minimum quantity requirement mean you don't have to choose between "off-the-shelf compromise" and "six-month custom engineering project."
Choosing the Right Linear Motion Solution: A Decision Framework You Can Use Tomorrow
After absorbing the technical comparisons above, here's a practical framework that cuts through the noise. Work through these five questions in order.
Step 1: How many positions do you actually need?
- Two (fully extended / fully retracted) → Standard open-loop actuator. Don't overcomplicate this.
- Three or more, or continuously variable → You need position control. Go to Step 2.
Step 2: What's your tightest positioning tolerance?
- ±0.5 mm or looser → Standard actuator with limit switches. If you occasionally need better, an external sensor can be added later.
- ±0.01–0.5 mm → Servo ballscrew actuator. This covers >80% of industrial positioning applications.
- ±0.01 mm or tighter → Direct-drive linear motor with linear encoder. Justified for semiconductor, optics, and metrology.
Step 3: What's your speed and duty cycle?
- <10 cycles/min, intermittent use → Standard actuator is fine.
- 10–60 cycles/min, single shift → Stepper or servo, depending on precision needs.
- >60 cycles/min, multi-shift, 24/7 → Brushless servo is the only sustainable choice. Spec 100% duty cycle.
Step 4: What's your stroke length?
- <500 mm → Ballscrew (default) or linear motor (if precision demands it).
- 500 mm–3 m → Ballscrew; consider belt drive if speed matters more than precision.
- >3 m → Belt drive or rack & pinion. Ballscrew whip becomes a real constraint here.
Step 5: What's your real budget — purchase price or total cost?
- Capital-constrained, low criticality → Standard actuator. Accept higher maintenance burden.
- Performance-sensitive, moderate criticality → Servo ballscrew. The mid-range sweet spot.
- Mission-critical, high throughput → Servo with conservative sizing. The reliability premium pays back.
Every one of these paths leads to a defensible engineering decision. The common failure mode isn't choosing the wrong technology — it's choosing a technology without honestly answering these five questions first.
If you're still uncertain after running through the framework, the most valuable next step is often a conversation with an application engineer who works across the full spectrum of actuator types — someone who can look at your specific load profile, duty cycle, and tolerance stack and tell you whether you're over-specifying or under-specifying. Many manufacturers offer free technical consultation with no purchase commitment, and a 12-hour response window means you can validate your selection before the end of your next workday.
References
- Tolomatic. "Ball and Roller Screw Linear Actuators: How to Compare Service Life." 2022. https://www.tolomatic.com/blog/ball-and-roller-screw-linear-actuators-how-to-compare-service-life/
- Machine Design. "Calculating the Life of Ball and Roller Screw Actuators." https://www.machinedesign.com/mechanical-motion-systems/article/21836688/calculating-the-life-of-ball-and-roller-screw-actuators
- Siemens. "Axis Technology Function Manual." 2020. https://cache.industry.siemens.com/dl/files/093/27002093/att_20050/v1/Axis_TechnologyFct_en-US.pdf
- Granite Devices. "Resolution of Motors." https://granitedevices.com/wiki/Resolution_of_motors
- Motion Control Tips. "Encoder Resolution and Accuracy: What's the Difference?" https://www.motioncontroltips.com/encoder-resolution-and-accuracy-whats-the-difference/
- Actuonix. "Servo Actuators vs. Linear Actuators - What's the Difference?" https://www.actuonix.com/difference-between-linear-actuator-and-linear-servo
- Control Engineering. "Choosing Linear Servo Motors for the Right Application." https://www.controleng.com/choosing-linear-servo-motors-for-the-right-application/
- Automate.org. "Linear Motors Part II: The Good, the Bad, and the Ugly." https://www.automate.org/motion-control/industry-insights/linear-motors-part-ii-the-good-the-bad-and-the-ugly
- Hoodland. "Custom Linear Actuator Solutions." https://www.thehoodland.com/custom-solution/
- Hoodland. "Contact Us — Discuss Your Application Requirements." https://www.thehoodland.com/contact-us/
- Hoodland. Homepage. https://www.thehoodland.com/